Heated air versus low-temperature drying
Heated air drying and low-temperature drying (also referred as in-store dyring or near-ambient drying) employ two fundamentally different drying principles. Both have their own advantages and disadvantages and are sometimes used in combination e.g., in two-stage drying.
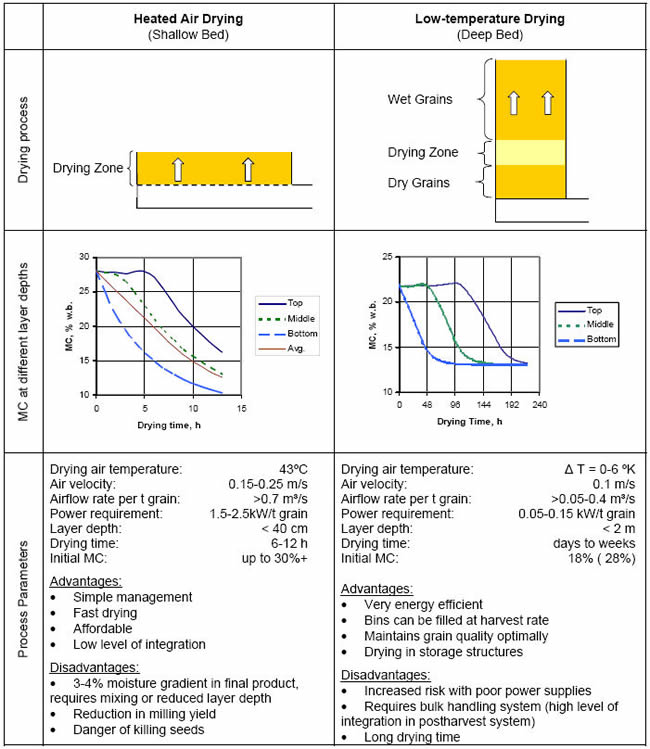
Heated air drying employs high temperatures for rapid drying and the drying process is terminated when the average moisture content (MC) reaches the desired final MC. While, in low-temperature drying the objective is to control the relative humidity (RH) rather than the temperature of the drying air so that all grain layers in the deep bed reach equilibrium moisture content (EMC). The figure on the right shows the major differences.
Heated-air drying
In heated-air fixed-bed batch dryers the hot drying air enters the grain bulk at the inlet, moves through the grain while absorbing water and exits the grain bulk at the outlet. The grain at the inlet dries faster because in there the drying air has the highest water absorbing capacity. Because of the shallow bed and relatively high airflow rates, drying occurs in all layers of the grain bulk, but fastest at the inlet and slowest at the outlet (Refer to drying curves in the table).
As a result a moisture gradient develops, which is still present at the end of drying. The drying process is stopped when the average moisture content of the grain (samples taken at drying air inlet and drying air outlet) is equal with the desired final moisture content. When the grain is unloaded and filled in bags the individual grains equilibrates meaning that wetter grains release water which the dryer grains absorb so that after some time all grains have the same MC.
The re-wetting of the dryer grains, however, leads to fissuring causing the grains to break in the milling process. This explains why the milling recoveries and head rice recoveries of grains dried in fixed bed batch dryers is not optimal. One way to minimize the moisture gradient during drying is to mix the grains in the drying bin after around 60-80% of the drying time has passed.
Low-temperature drying
In low-temperature drying the objective of the dryer management is to keep the RH of the drying air at the equilibrium RH corresponding to the desired final moisture content of the grain, or the EMC. The effect of the temperature is minimal compared to the RH (See figure above).
If for example a final MC of 14% is desired one should target an RH of the drying air of around 75%. In practice the ambient air can be used at daytime in the dry season. At night and during the rainy season slightly pre-heating of the ambient air by 3-6ºK is sufficient to drop the RH to appropriate levels
The drying air enters the grain bulk at the inlet and while moving through the grain bulk it dries the wet grains until the air is saturated. While absorbing the water the air cools down by a few degrees. On its further way through the grain bulk the air cannot absorb more water, since it is already saturated, but it picks up the heat created by respiration, insects and fungal growth and thus prevents heating up of the still wet grain section. A drying front of several centimeters depth develops and slowly moves towards the outlet leaving dried grain behind. After the drying front leaves the grain bulk the drying process is finished. Depending on initial moisture content, airflow rate, grain bulk depth and drying air properties this can take from 5 days to several weeks.
The low temperature drying process is very gentle and produces excellent quality while maintaining high germination rates. Since very low air velocities are used (0.1 m/s) and pre-heating of the drying air is not always needed, the specific energy requirement is lowest among all drying systems. Low-temperature drying is usually recommended as second stage drying for paddy with MC not larger than 18%.
Research at IRRI has shown that with careful dryer management even freshly harvested grain with MC of 28% can be dried safely in single stage low-temperature dryers if bulk depth is limited to 2 m and the air velocity is at least 0.1 m/s. However, in most developing counties, where power failures are still common, it constitutes a significant risk to put high moisture grains in bulk without a backup electricity supply to run the fans.